




Home
>
Productos > Productos PTFE expandidos > Cinta de junta de sellador de juntas de PTFE ampliada
Productos
- Kits de junta de aislamiento de brida
- Juntas de sellado industrial
- Materiales de la hoja de la junta de compresión
- Embalaje de glándulas de compresión
- Embalaje de la glándula de fibra de carbono
- Empacamientos de grafito flexibles
- Embalaje de la glándula trenzada PTFE
- Embalaje de la glándula de fibra aramida
- Embalaje de fibra sintética
- Embalaje de algodón, lino y ramie
- Vaque de vidrio, cerámica y asbesto
- Embalaje inyectable de sellador para bombas
- Anillo formado por died de grafito
- Juntas de goma y juntas tóricas
- Chapa de goma
- Plásticos de alto rendimiento
- Productos PTFE expandidos
- Equipo de máquina de sellado
- Sellado de herramientas manuales
- Sellado de materias primas
- Materiales de aislamiento refractario





Cinta de junta de sellador de juntas de PTFE ampliada
Más de 200 tamaños diferentes de cinta de junta de sellador de articulación PTFE expandida en existencias. Puede obtener la cinta de la junta de sellador de juntas de EPTFE en la hora de Qucik.
PDF DownLoad
Content
Cinta de junta de sellador de junta de PTFE ampliada - Sulon 20
La cinta de junta de sellador de articulación de PTFE expandida es la primera junta de forma en el lugar, de hecho, fue inventada por Gore superior a 40 años en el pasado. Esta es una solución de sellado probada para bridas de acero inoxidable con enormes diámetros, diseños rectangulares o antinaturales, así como superficies duras o picadas. Mientras está comprimido, esta cinta de junta de sellador PTFE de unión PTFE de unión PTFE única y amplia de forma única forma un delgado junto con el sello fuerte. Además, puede sellar los programas donde las cargas de pernos disponibles son mínimas.La cinta de junta de sellador de articulación PTFE expandida es un material de junta de brida fabricado con material PTFE expandido 100% natural. Se puede encontrar en spooled y también es un excelente producto de la junta para bridas de vidrio y también de tipo plástico, bridas con espacio accesible limitado, así como bridas donde el grosor comprimido es muy importante. El material expandido se ajusta fácilmente a los tipos de superficie ásperos y anormales, requiere reducir los pares de pernos que la mayoría de las juntas, termina en un sello extremadamente ajustado y también tiene un respaldo adhesivo para facilitar el ensamblaje.

Ventajas de cinta PTFE ampliada
• suave y también compresible bajo cargas de pernos reducidos. Bueno para usar en bridas de plástico de línea de vidrio, plástico y FRP.• Ancho más amplios útiles para el corte de la cantidad de juntas y anchas áreas de superficie de contacto.
• Estabilidad dimensional excepcional y fantástica adaptabilidad.
• Buenos atributos de sellado incluso con bajo estrés de la junta.
• Adaptabilidad excepcional a todos los tipos de superficie
• Comportamiento minimizado de flujo de frío y flujo
• Inofensivo para aplicaciones de contacto con alimentos
• Propiedades de estrés residual sobresalientes
• Resistencia universal de medios
• Fácil de usar e instalar
• Baja fuga de difusión
Aplicación típica de industrias y equipos
La cinta de junta de sellador conjunta ampliada de PTFE es perfecta para usar en la industria de la pulpa y el papel y las industrias como el procesamiento químico, petroquímico, farmacéutico, alimentos y bebidas, aceite y gas en alta mar, automotriz, potencia, marina y minería. También es ideal para sellar equipos típicos como juntas de vidrio, bridas de tubería, recipientes a presión, intercambiadores de calor, juntas de bombas, tapas de caja de cambios, bridas de compresor, juntas de titulares, carcasa del ventilador, fundas de turbinas, vasos de vapor, sistemas hidráulicos, tapas de reactores, motores diesel y así.Propiedades físicas para cinta de junta de EPTFE
|
Propiedades |
Métodos de prueba |
Valor típico |
Unidad de prueba |
| Color | - | blanco |
- |
| Densidad | ASTM D795 | 0.75 |
g / cm3 |
|
Compresibilidad |
ASTM F36 |
68 | % |
| Tasa de recuperación |
ASTM F36 |
10 |
% |
| Fuerza tensil | ASTM F152 | 21 | MPA |
| Capacidad sellada | ASTM F 37A | 0.1 | ml/hr |
|
Relajación de fluencia a 73 ° F |
EN 13555 |
5 | % |
| Temperatura de trabajo | - | -260 a 260 |
° C |
Tamaños de cinta de junta PTFE expandidos
| Nombre del artículo | Ancho (mm) |
Grosor (mm) |
Longitud |
| Cinta de junta de ePtfe | 3 | 1.5 | 5 m a 50 m por rollo |
| Cinta de junta de ePtfe | 5 | 2 | |
|
Cinta de junta de ePtfe |
7 | 2.5 | |
| Cinta de junta de ePtfe | 10 | 3 | |
|
Cinta de junta de ePtfe |
14 | 5 | |
| Cinta de junta de ePtfe | 17 | 6 | |
| Cinta de junta de ePtfe | 20 | 7 | |
|
Cinta de junta de ePtfe |
25 | 7 | |
|
Cinta de junta de ePtfe |
30 | 5 | |
| Cinta de junta de ePtfe | 35 | 6 |
NOTA: Otro grosor o longitud se puede hacer personalizado.
Instalación de cinta de junta de sellador de unión PTFE expandida

1. Seleccione el tamaño correcto
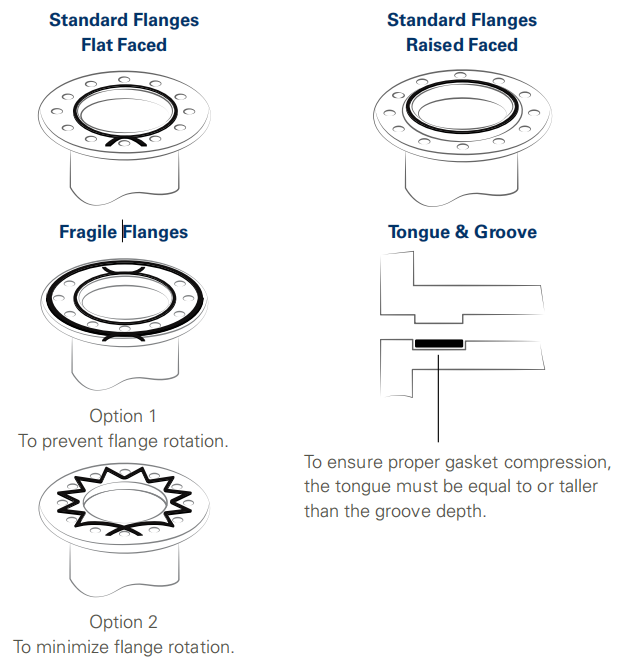
Ancho de la junta
Con respecto a la cara elevada y las bridas de la cara plana.• Bendas no estándar: evalúe el ancho de la junta para asegurarse del estrés de la junta.
• Bendas estándar de EN- o JIS: 30-50% del ancho de la cara de la brida.
• Bendas estándar de ASME: 50-75% del ancho de la cara de la brida.
Para la brida de la lengua y el surco
• El ancho completo de la ranura debe estar asegurado por la junta.• Asegúrese de que la lengua sea ligeramente más alta que la altura del surco.
Para barras divisorias en intercambiadores de calor
• El ancho de la junta debe cubrir todo el ancho de la barra de divisor.Conciencia: realice una estimación de torque de ingeniería para garantizar que se pueda lograr un estrés de la junta por encima de lo siguiente:
• 3 mm (1/8 "): 19 MPa
• 6 mm (1/4 "): 23 MPa
Espesor de la junta
• La mayoría de las aplicaciones deben tener una capa de cinta adhesiva de la junta de 3 mm (1/8 ").• Por el contrario para bridas con desviaciones 1 mm (0.040 "), se recomienda la cinta de juntas de 6 mm (1/4").
• Si las bridas muestran irregularidades de más de 2 mm (0,080 "), se puede usar un calado con superposiciones. En tales casos consulte a un asociado de Gore.
2. Instalación
1. Despeje la superficie de sellado, elimine los restos de sellado más antiguos y verifique si hay daños.2. Después de la superficie de sellado, se limpia y sin grasa, ubicación de la cinta de sellador PTFE expandida en el medio de la superficie de sellado.
3. Al usar la cinta del sellador, elimine progresivamente la cinta de protección adhesiva. Asegúrese de que el adhesivo no esté sucio o dañado durante la instalación, esto tiende a tener un iMPActo en el posicionamiento de la cinta.
4. Ubicación el extremo de la cinta de sellador alrededor del orificio del perno de arranque. Complete la instalación superponiendo ambos extremos de la cinta de sellado en el orificio del perno de arranque y corte demasiado material.
3. Apriete las tuercas y el par
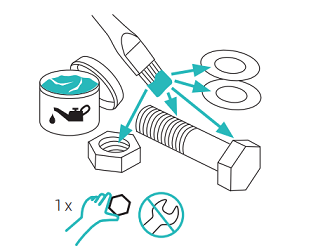
(1). Lubrique todos los elementos de conexión y fijación (tornillos, tuercas y arandelas).
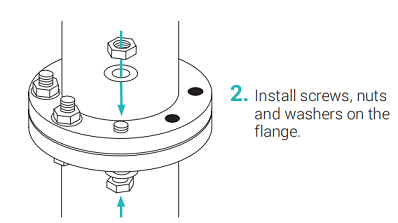
(2). Instale tornillos, tuercas y lavadoras en la brida.
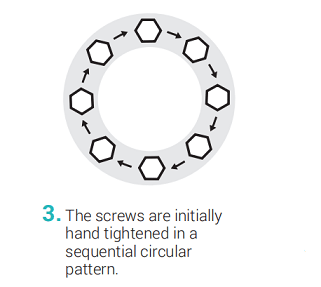
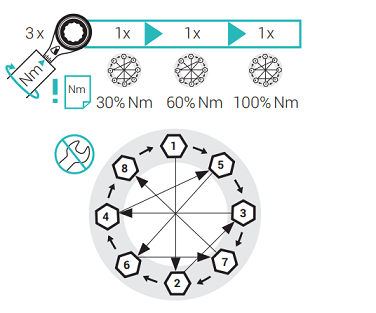
(3). Los tornillos se apretan inicialmente en un patrón circular secuencial.
(4). Apriete los tornillos de forma transversal en tres fases usando un par calibrado: A - 30% del par objetivo. B - 60% del par objetivo. C - 100% del par objetivo
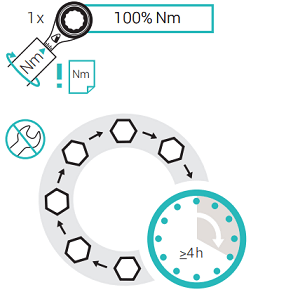
(5). Apriete los tornillos de forma cruzada con el 100% del par y espere 4 horas.
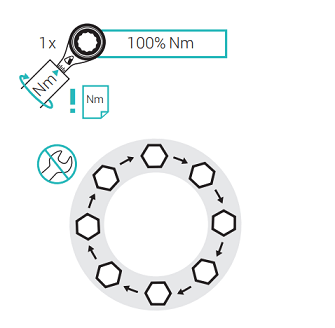
(6). Para la instalación final, vuelva a tener los tornillos de forma cruzada hasta alcanzar el par requerido.
Related Category
Kits de junta de aislamiento de brida
Juntas de sellado industrial
Materiales de la hoja de la junta de compresión
Embalaje de glándulas de compresión
Juntas de goma y juntas tóricas
Chapa de goma
Plásticos de alto rendimiento
Productos PTFE expandidos
Equipo de máquina de sellado
Sellado de herramientas manuales
Sellado de materias primas
Materiales de aislamiento refractario
Related Products